
- 技术(专利)类型 发明专利
- 申请号/专利号 201711390204.0
- 技术(专利)名称 一种退火处理调控PA3200 3D打印成型件表面润湿性的方法
- 项目单位 北京工业大学
- 发明人 蒋毅坚 魏小波 曾勇 闫胤洲 赵艳
- 行业类别 人类生活必需品
- 技术成熟度 详情咨询
- 交易价格 ¥面议
- 联系人 黄女士
- 发布时间 2021-10-27
 北京
北京
客服热线:010-83278899
 微信公众号 扫一扫 关注我们
微信公众号 扫一扫 关注我们
 北京
北京
客服热线:010-83278899
微信公众号 扫一扫 关注我们

项目简介
一种退火处理调控PA3200 3D打印成型件表面润湿性的方法,属于3D打印技术与医疗应用领域。本发明利用3D打印激光选区烧结技术(Selective Laser Sintering,SLS)制备PA3200 3D打印成型件,采用管式真空炉对成型件退火,该管式炉具有操作简单、高精度控温,能在多种气氛下工作等优点。设定升温时间1‑3小时,保温时间1‑5小时,降温时间1‑3小时,退火温度100℃‑160℃,退火气氛氧气、氮气等参数对成型件进行退火处理。经过退火处理后,成型件表面的接触角由121°变为60°,表面润湿性由疏水性转变为亲水性,有效调控了PA 3200 3D打印成型件表面润湿性。
说明书
技术领域
本发明涉及3D打印技术及医疗应用领域,特别是设计了一种退火处理调控PA3200 3D打印成型件表面润湿性的方法。
背景技术
PA3200是一种由微米尺度玻璃珠填充PA2200的白色粉末,具有优良的机械性能和生物相容性。目前,PA3200的主要成型方式为3D打印激光选区烧结(SLS)技术。SLS是一种使用高功率激光将小颗粒(聚合物,陶瓷)逐层烧结成实体的快速成型技术,具有成型速度快,精度高等特点。基于3D打印SLS技术成型的PA3200 3D打印成型件具有优良的机械性能和生物相容性,在医疗领域有着巨大的应用前景,包括缝合线、气管支架、通道、导管等。应用于医疗领域的元件需具有良好的生物相容性,要求元件表面光滑,润湿性呈现亲水性。然而基于SLS技术成型的PA3200 3D打印成型件表面润湿性呈现疏水性,这严重的限制了其在医疗领域中的应用。因此,需要对PA3200 3D打印成型件进行表面处理,调控其表面润湿性,使之达到医疗领域应用的要求。目前,针对PA类材料成型件表面处理调控润湿性的方法主要有:1.等离子体处理法:这种方法主要利用高能态的气流与成型件表面接触,引起表面形貌和化学成分发生变化,从而达到调控润湿性的目的。针对PA类材料,高能态的气流主要是氮和氧等离子体。此方法虽然可以高效的实现对成型件表面润湿性的调控,但也会对表面的功能性造成影响。2.表面涂层处理法:这种方法主要在成型件表面制备一层疏水或亲水性的涂层,将涂层粘附于表面,达到调控润湿性的目的。此方法可以非常有效的实现调控成型件表面润湿性,但涂层不稳定,容易脱落。3.激光辐照处理法:这种方法利用激光的高能量处理成型件表面,使成型件的表面形貌与化学成分发生变化,从而达到调控成型件表面润湿性的目的。此方法可以快速,有效的实现调控PA类成型件表面润湿性,但针对PA3200,激光辐照未能引起表面润湿性的变化。4.退火处理法:这种方法主要是将成型件高温保存一段时间,然后再慢慢冷却,在这个过程中引起成型件表面形貌和化学成分发生变化从而达到调控其润湿性的目的。此方法可以有效的实现调控PA类成型件的表面润湿性,并且操作简单,流程简易。相比其他几种方法,其优势主要在于可以精确控制不同气氛下的退火温度,从而达到精确调控成型件表面润湿性的目的,并且目前尚未出现针对退火处理调控PA3200 3D打印成型件的润湿性的相关报道。因此,本发明采用退火处理法调控PA3200 3D打印成型件表面的润湿性,本方法流程简易,可以有效的实现对PA3200 3D打印成型件表面的润湿性的调控。
发明内容
本发明的目的是提供一种退火处理调控PA3200 3D打印成型件表面润湿性的方法。本发明的目的通过以下技术方案实现的:1)利用3D打印SLS技术制备PA3200 3D打印成型件,之后将其浸入乙醇溶剂清洗,随后浸入超纯水中超声清洗,最后放入干燥箱中烘干,样品即制备完成;2)设计退火过程中的升温时间,保温时间,降温时间,退火温度,气氛等参数,设置退火炉的程序,待其准备完成后,将经步骤1)处理完成的3D打印成型件置于炉中;3)采用真空管式炉,退火过程中升温时间1-3小时,保温时间1-5小时,降温时间1-3小时,退火温度100℃-160℃,退火气氛为氧气或氮气;本发明是利用不同的气氛下退火处理的升温、保温、降温过程,使成型件表面形貌和化学成分发生变化,实现调控PA3200 3D打印成型件表面润湿性的目的。目前尚未出现退火处理调控PA3200 3D打印成型件的润湿性的方法。本方法具有明显的创新性:1)本方法使用的材料为PA3200,其成型技术采用的是3D打印选区激光烧结(SLS)技术;2)本方法采用管式真空炉,该管式炉具有操作简单、高精度控温,多种气氛下工作等优点。退火处理过程中升温时间1-3小时,保温时间1-5小时,降温时间1-3小时,退火温度100℃-160℃;3)本方法在氧气或者氮气气氛下进行的,通过控制退火温度调控PA32003D打印成型件的表面润湿性,整套工艺操作简单,流程简易。
附图说明
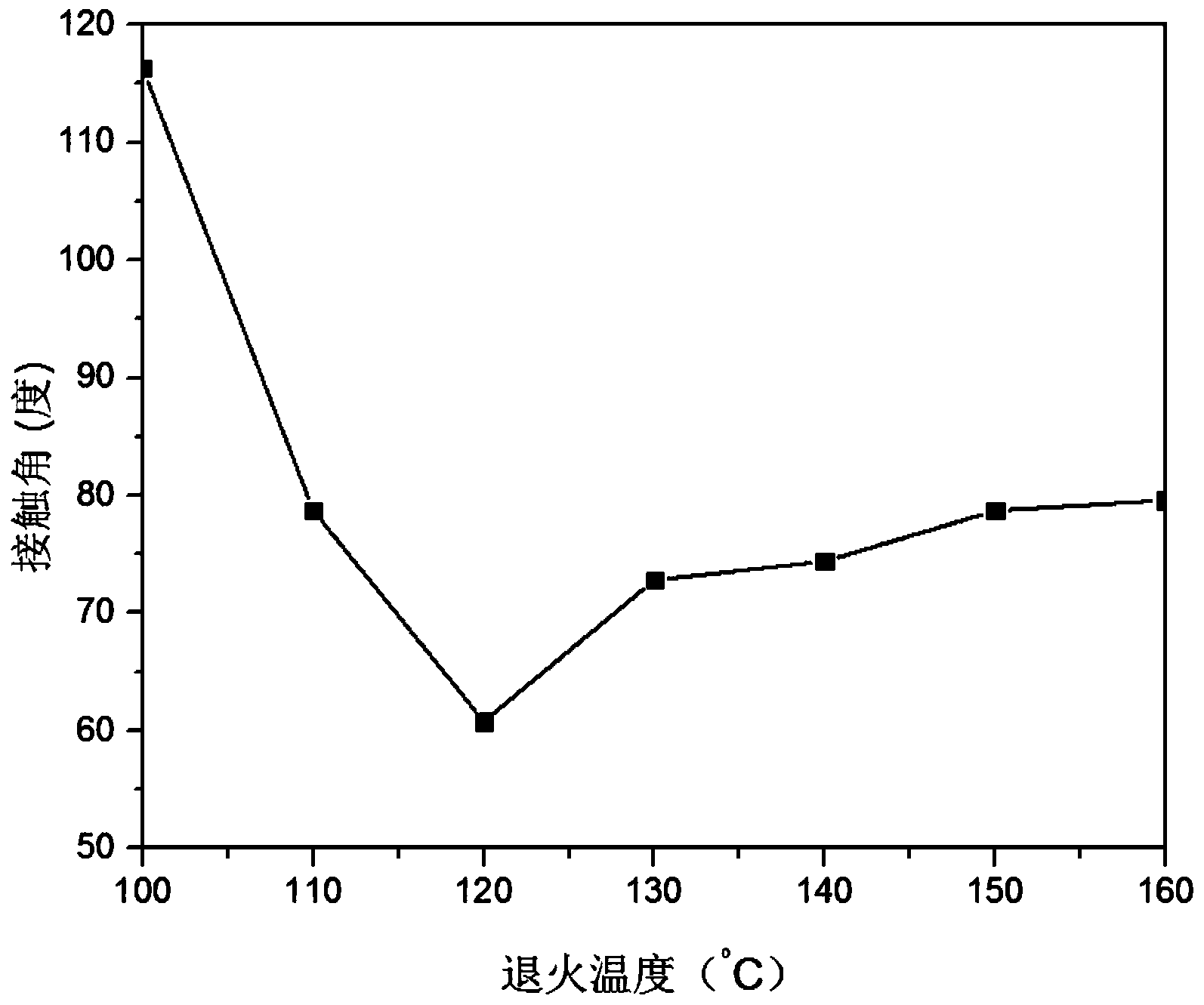
图1是本发明所述退火处理调控PA3200 3D打印成型件表面润湿性方法的3D成型件表面润湿性变化图(润湿性用接触角来表征)
具体实施方式
下面结合附图对本发明具体实施方式做进一步详细说明:第一步:利用3D打印SLS技术制备PA3200 3D打印成型件此步骤旨在成型性能优异的PA3200 3D打印成型件,可分为准备数据、成型、后处理三个过程:1)准备数据:此过程主要利用magics软件建立成型件三维模型并保存为STL(3D打印模型专用格式)格式,之后利用快速切片软件RP Tools切片已经建立好的模型,随后将切片文件导入PSW 3.7(此为控制机器运行的软件)中,将其储存为带有截面和高度信息的.eosjz文件,最后将此文件拷贝至打印机EOS P396机器电脑PSW 3.7软件中,加载即可,此为准备数据过程;2)成型:此过程主要操作EOS P396机器进行成型件的成型,成型前准备成型缸,将成型缸上升到最高后预铺粉9mm,并预热粉床2小时,之后机器会在软件的控制下根据成型件每层的截面信息进行逐层烧结过程,每层厚度是0.12mm,直至整个成型件完成;3)后处理:此过程主要取出成型件并进行表面粉末的清理。成型完成后,由于成型缸内温度较高,自然冷却10小时可取出。之后使用高压气枪清理成型件表面和内部的粉尘,随后将其浸入乙醇溶剂清洗,随后浸入超纯水中超声清洗,最后放入干燥箱中烘干,样品即后处理完成。第二步:设计退火参数,进行退火处理根据PA3200的熔点及相关文献调研设计退火处理的升温时间,保温时间,降温时间,温度,气氛等参数,具体参数为升温时间1-3小时,保温时间1-5小时,降温时间1-3小时,退火温度100℃-160℃,退火气氛为氧气或者氮气。之后将上一步准备好的PA3200 3D打印成型件置于管式真空炉中,随后操作退火炉,将炉内抽真空并将氧气或氮气充入炉内,检查整个气路的封闭性及流通性;最后根据上述参数设置退火炉程序,开始进行退火处理。第三步:表面润湿性检测参阅图1,成型件的表面润湿性通过接触角表征,接触角小于90°,表面呈现亲水性,接触角大于90°,表面呈现疏水性,接触角是用OCA20接触角测量仪检测的。未经过退后处理的成型件表面接触角121°,呈现疏水性表面,经过退火处理的成型件表面接触角可达60°,呈现亲水性表面。此结果表明,退火处理可以实现调控PA3200 3D打印成型件表面润湿性,使成型件表面润湿性由疏水性变为亲水性。

企业营业执照
专利注册证原件
身份证
个体户营业执照
身份证
专利注册证原件
专利代理委托书
转让申请书
转让协议
手续合格通知书
专利证书
专利利登记簿副本




提交

公众号
全国技术转移公共服务平台