1.一种超耐蚀不锈钢粉末,其特征在于,由Fe、Ni、Cr、Mn、Mo、Cu、Al2O3和Y2O3的粉末组成,其中按质量份计,包括有:Fe 19-29份、Cr 25-35份、Ni 25-35份、Mn 0.5-1.5份、Mo 1-10份、Cu 1-3份、Al2O3 1-10份和Y2O3 0.5-1.5份。
2.根据权利要求1所述的超耐蚀不锈钢粉末,其特征在于:所述不锈钢粉末按质量份计,包括有:Fe 21-26份、Cr 28-32份、Ni 28-32份、Mn 0.8-1.2份、Mo 3-7份、Cu 1.6-2.5份、Al2O3 3-7份和Y2O3 0.8-1.1份。
3.根据权利要求2所述的超耐蚀不锈钢粉末,其特征在于:所述不锈钢粉末按质量份计,包括有:Fe24份、Cr30份、Ni30份、Mn1份、Mo5份、Cu2份、Al2O3 5份和Y2O3 1份。
4.根据权利要求1所述的超耐蚀不锈钢粉末,其特征在于:所述Fe、Ni、Cr、Mn、Mo、Cu、Al2O3和Y2O3的粉末,其纯度均大于99.6%。
5.根据权利要求1所述的超耐蚀不锈钢粉末,其特征在于:所述Fe、Ni、Cr、Mn、Mo、Cu、Al2O3和Y2O3的粉末的粒度均为150~250目,其制备方法是按配方中的质量份称取各合金粉末,机械混合均匀后制得不锈钢粉末成品。
6.根据权利要求5所述的超耐蚀不锈钢粉末,其特征在于:所述机械混合是指在研钵中研磨1.5-2h。
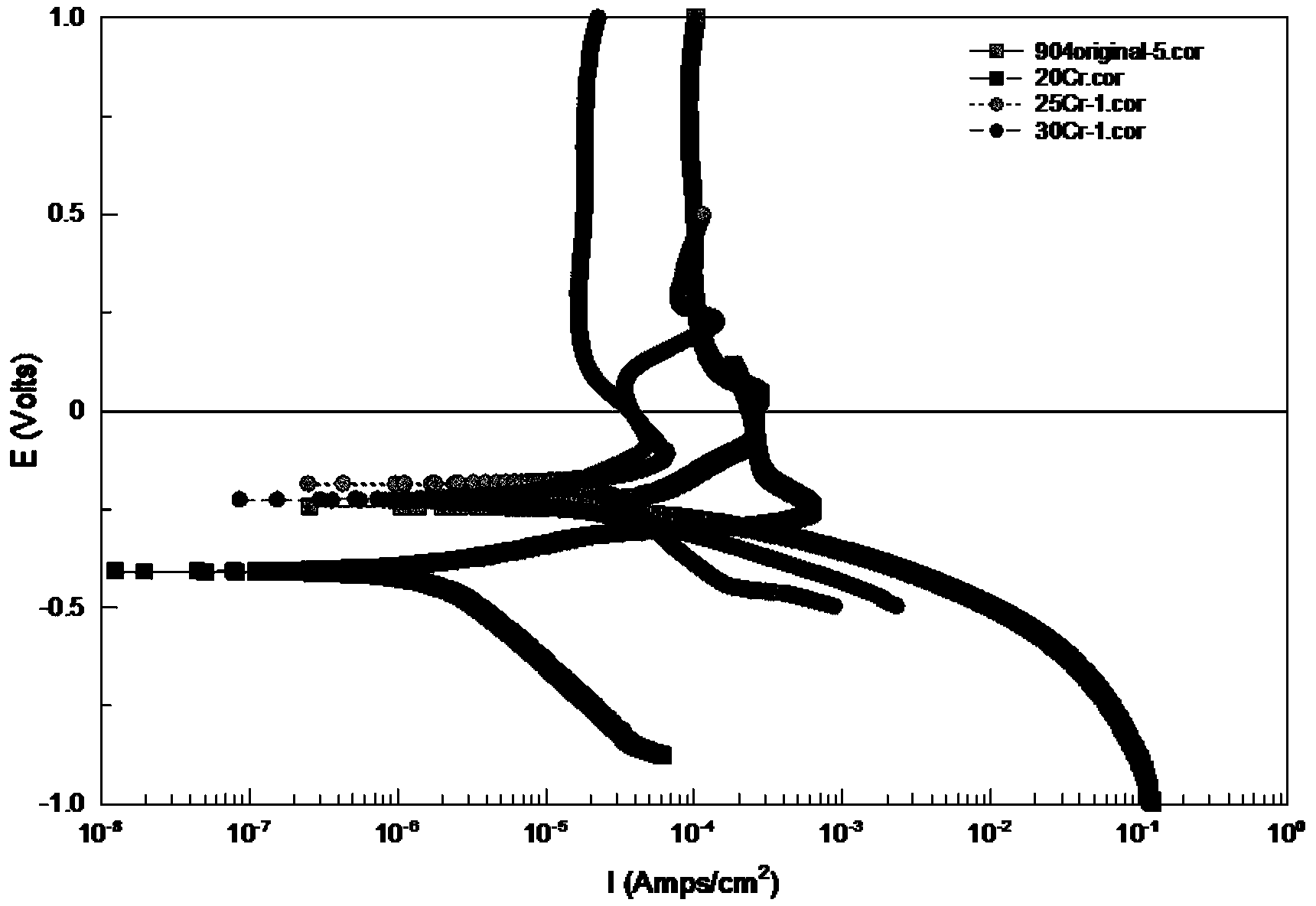
7.一种根据权利要求1-6任一项所述的超耐蚀不锈钢粉末的应用,其特征在于:是将制得的不锈钢粉末用于磷酸为主的酸性环境下服役的904L、316、304不锈钢零部件的激光熔覆或修复。
8.一种根据权利要求7所述的超耐蚀不锈钢粉末应用的应用方法,其特征在于:在所述不锈钢零部件需要熔覆或修复的部位放置制得的不锈钢粉末,在光纤激光器激光输出功率P=1.8~2.1KW,扫描速度V=550~630mm/min,光斑尺寸d=4~6mm的条件下,进行激光熔覆工作。
9.根据权利要求7所述的超耐蚀不锈钢粉末应用的应用方法,其特征在于:所述激光器功率P=2.0KW,扫描速度V=570mm/min,光斑尺寸d=5mm,搭接率为50%。
展开

 北京
北京
 微信公众号 扫一扫 关注我们
微信公众号 扫一扫 关注我们