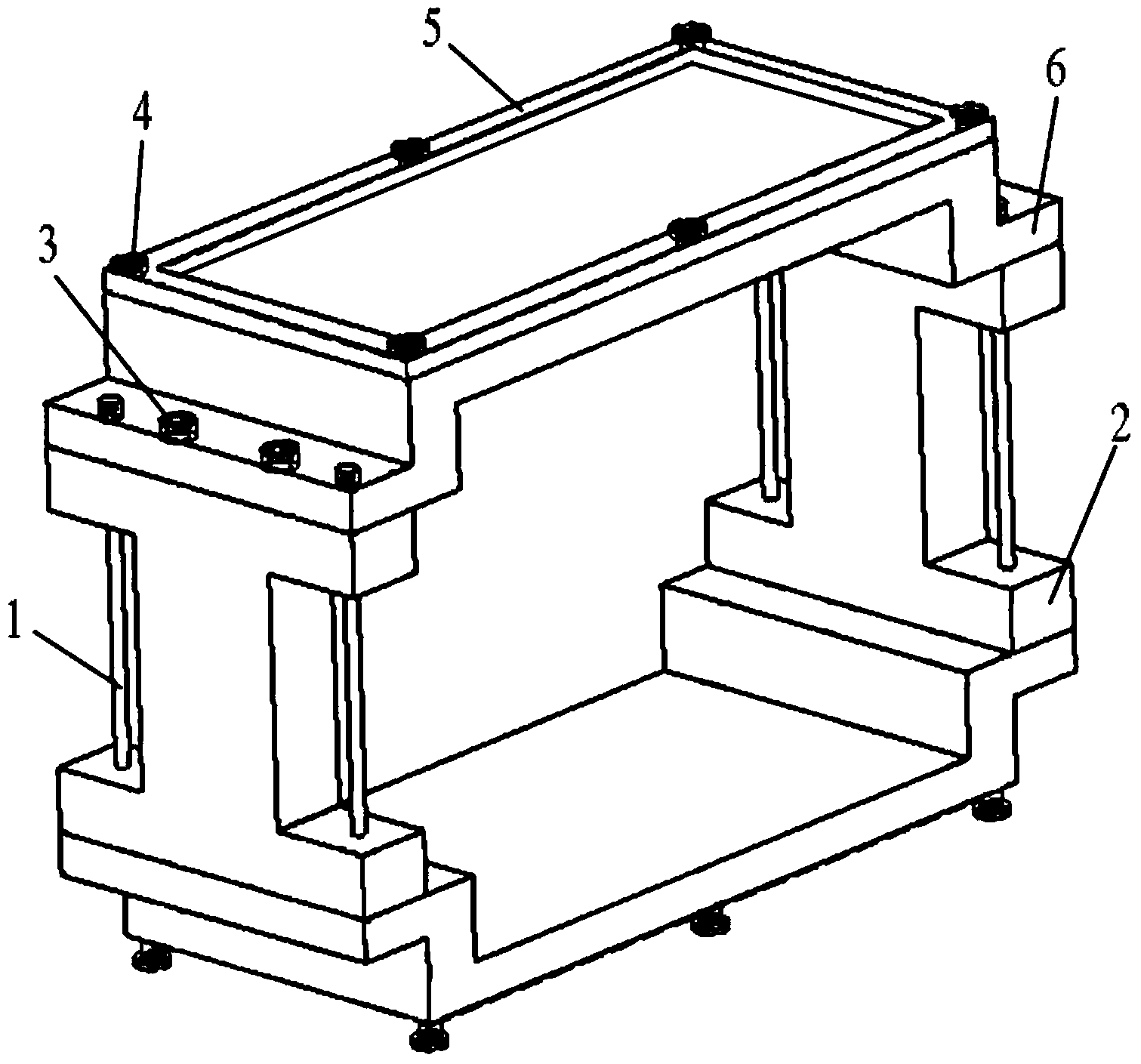
1.一种锂电池包焊针自动磨针夹具,包括工字块(2)、块固定螺钉(3)、压板(5)、垫板(6),其特征在于:所述垫板(6)上下两块平行相对设置,两块垫板(6)之间左右两侧端部位置有垂直设置工字块(2),工字块(2)的顶底均通过块固定螺钉(3)固定于垫板(6);所述垫板(6)的顶底中间位置设置有压板(5),压板(5)和垫板(6)之间夹装有磨针用的砂纸;所述压板(5)为方框状。
2.如权利要求1所述的锂电池包焊针自动磨针夹具,其特征在于:所述垫板(6)中部相对凸出,凸出部大小与压板(5)的大小相同,压板(5)的前后方向宽度与垫板(6)的前后方向宽度相同。
3.如权利要求1或2所述的锂电池包焊针自动磨针夹具,其特征在于:所述压板(5)和磨针用的砂纸均通过压板固定螺钉(4)固定在垫板(6)上。
4.如权利要求3所述的锂电池包焊针自动磨针夹具,其特征在于:所述压板固定螺钉(4)数量为十二个,分为上下两组,每组六个分别固定于压板(5)的四角及长边中点位置。
5.如权利要求1所述的锂电池包焊针自动磨针夹具,其特征在于:所述块固定螺钉(3)数量为八个,均分四组,每组两个的固定位置于垂直投影上在工字块(2)的工字型中柱内。
6.如权利要求1所述的锂电池包焊针自动磨针夹具,其特征在于:还包括定位螺钉(1),定位螺钉(1)贯穿工字块(2)的工字型顶底横梁和垫板(6),使工字块(2)相对于垫板(6)准确定位并锁死;定位螺钉(1)的数量为四个,分左右两组,每组两个分别位于工字块(2)的工字型中柱两侧。
7.如权利要求1所述的锂电池包焊针自动磨针夹具的使用方法,其特征在于:①安装:将装好砂纸的夹具放在工位上,启动磨针装置,将夹具压紧,用机床锁死机构钩住定位螺钉(1),使夹具在工位上固定;②横向磨针:将第一待磨焊针(7)下移至压板(5)框内的砂纸上,由横向原点沿横向方向磨针,走完一个行程;③调整纵向位置:将第一待磨焊针(7)上升退回到高度原点位置,夹具退回到横向原点位置,将夹具沿纵向移动一个距离单位;④结束横向磨针:重复步骤②、步骤③,直至夹具移动至纵向极限位置,然后将夹具退回至纵向原点位置;⑤纵向磨针:将第二待磨焊针(8)下移至压板(5)框内的砂纸上,由纵向原点沿纵向方向磨针,走完一个行程;⑥调整横向位置:将第二待磨焊针(8)上升退回到高度原点位置,夹具退回到纵向原点位置,将夹具沿横向移动一个距离单位;⑦结束纵向磨针:重复步骤⑤、步骤⑥,直至夹具移动至横向极限位置,然后将夹具退回至横向原点位置;⑧结束磨针:更换待磨焊针,重复步骤②~⑦,直至结束。
8.如权利要求7所述的锂电池包焊针自动磨针的使用方法,其特征在于:焊针磨削量的大小通过改变焊针与砂纸的接触压力来调节,确保第一待磨焊针(7)和第二待磨焊针(8)两根焊针与砂纸的接触压力大小相同。
9.如权利要求7所述的锂电池包焊针自动磨针夹具的使用方法,其特征在于:所述夹具纵向极限位置,为第一待磨焊针(7)正对压板(5)框内纵向边缘的位置;所述夹具横向极限位置,为第二待磨焊针(8)正对压板(5)框内横向边缘的位置。
展开

 北京
北京
 微信公众号 扫一扫 关注我们
微信公众号 扫一扫 关注我们