
- 技术(专利)类型 发明专利
- 申请号/专利号 201510657172.0
- 技术(专利)名称 气流混合式提质增香增重型烤烟房
- 项目单位
- 发明人 罗朝三
- 行业类别 人类生活必需品
- 技术成熟度 可以量产
- 交易价格 ¥面议
- 联系人 罗朝三
- 发布时间 2020-08-04
 北京
北京
客服热线:010-83278899
 微信公众号 扫一扫 关注我们
微信公众号 扫一扫 关注我们
 北京
北京
客服热线:010-83278899
微信公众号 扫一扫 关注我们

项目简介
一种烤烟房及烟叶烘烤工艺,在内墙体上设置多个回风口和多个出风口,回风口与出风口之间间隔一层烟叶距离交叉排列,循环风机安装在加热器和内墙体之间的风道里,在外墙体和内墙体之间的两头各安装一个加热器;所述利用该烤烟房烟叶烘烤工艺是:加热后,以1小时1℃~2℃升到36℃,干湿差2℃~4℃;烟叶达到2~3成黄时,以1小时l℃升到38℃,干湿差3℃~6℃;烟叶达到7~8成黄时,以1小时l℃升到43℃,干湿差5℃~7℃;烟叶达到9.5~10成黄,失水50%~60%时,以1小时1℃升到53℃,确保全炕烟叶干片,湿球温度在37℃~40℃;再以1小时1℃升到65℃~70℃,湿球温度在40℃~43℃,稳温2~8小时,烘干结束。
说明书
技术领域
本发明涉及烘烤烟叶的设施及烘烤工艺,特别是一种烤烟房及烟叶烘烤工艺。
背景技术
针对目前烤烟房及烟叶烘烤的缺点分析:1、普通烤烟房烘烤出来的烟叶品质低,满足不了工业卷烟对优质烟的需求,主要表现在油分低,叶面光滑、僵硬,香味不足,化学成分不够协调。造成以上的原因除了烟叶本身的特性和人为的烘烤不当之外,主要是由于上下两层烟叶之间存在较大的温差,同时温度升高的速度越快,上下两层烟叶之间的温差就越大,如果烤烟房内底层到顶层烟叶层数越多,那么从底层到顶层的温差就越大。烟叶在烘烤的过程中存在“稳温”的问题,对不同层的烟叶因为上下层之间存在温差所以所处的温度点就不一样,这样就严重的影响了烟叶的化学成分的协调性,其次,香味不足的另外一个原因是烤烟房装烟室内的风速设计过高,把烟叶的香气物质排掉,时间越长排掉的香气物质就越多。2、目前国内比较先进节能的密集型烤烟房燃煤量仍然高,循环风机功率大,运行耗电量高,烘烤时间长。每烘干1KG的干烟耗煤量是1.5KG~2KG,烘烤每炕烟的耗电量大约是250度,烘烤每炕烟时间是6天~8天。
发明内容
本发明的目的在于提供一种烤烟房及烟叶烘烤工艺,解决了目前密集型烤烟房烘烤烟叶油分低,叶面光滑、僵硬,香味不足和化学成分不协调问题,以及解决了烘烤过程中燃煤量高,耗电量大和烘烤时间长问题。因为烤烟房内上下层烟叶之间温差极小甚至没有温差,所以烤烟房内的烟叶几乎同时变黄,同时烘干,烘烤的时间短,节省能源,效率高。本发明的构成:一种烤烟房及烟叶烘烤工艺,由外墙体、内墙体、加热器、进风门、检修门、排湿口、裝烟门、温湿度控制仪表、回风口、循环风机、出风口、观察窗、屋顶、烟架、烟叶、排湿通道、遮雨台、挤塑板保温层和地面构成,在外墙体空腔左右两头内有与外墙体端头平行的内墙体,在外墙体和内墙体之间安装加热器,检修门设置在外墙体与内墙体之间的前外墙体上,进风门设置在检修门上方,排湿口设置在裝烟门的上方外墙体和裝烟门上,或者设置在遮雨台的下方,裝烟门设置在外墙体的中前方,温湿度控制仪表安装在裝烟门的左侧外墙体上,观察窗设置在裝烟门的右侧外墙体上,或者设置在遮雨台的下方,烟架分别设置在两个内墙体之间,或者设置在外墙体与内墙体之间,其特征在于:在内墙体上设置多个回风口和多个出风口,回风口与出风口之间间隔一层烟叶距离交叉排列,循环风机安装在加热器和内墙体之间的风道里,在外墙体和内墙体之间的两头各安装一个加热器;所述利用该烤烟房烟叶烘烤工艺是:一、加热后,以干球平均1小时升温1℃~2℃的速度升到36℃,误差不超过1℃,干湿差2℃~4℃,稳温10~16小时,烟叶达到2~3成黄时,以干球平均1小时升温l℃的速度,将干球温度升到38℃,干湿差3℃~6℃,稳温24~30小时,烟叶达到7~8成黄时,以干球平均1小时升温l℃的速度,将干球温度升到43℃,干湿差5℃~7℃,稳温12~24小时,烟叶达到9.5~10成黄,失水50%~60%,主脉变软;①、灵活控制因素,灵活控制升温速度,通常雨天烟、薄烟、过熟烟、贪青烟或处于海拔较低的烟区,升温宜快,适当缩短38℃前的低温阶段,而旱烟、厚烟、适熟烟、处于海拔较高烟区,升温宜慢、相应延长38℃前的低温阶段;②、灵活控制干湿差,对素质不高、易于烤黑的鲜烟,应拉大干湿差,这样可以预防“硬变黄”现象,对素质较高、有烤青倾向的鲜烟,应缩小干湿差,这样可以杜绝烤青现象;二、烟叶在干球43℃稳温达到变黄要求之后,以干球平均1小时升温1℃的速度,用10小时将干球温度由43℃升到53℃,稳温16~24小时,确保全炕烟叶干片,湿球温度稳定地保持在37℃~40℃;三、烟叶在干球53℃稳温达到干片要求之后,再以干球平均1小时升温1℃的速度,用12~17小时将干球温度由53℃升到65℃~70℃,下部烟叶用65℃~66℃,中部烟叶用67℃~68℃,上部烟叶用69℃~70℃,湿球温度保持在40℃~43℃,稳温2~8小时,直到全炕烟叶全部烤干烤透为止停止加热或者全部烟叶快干燥时停止加热,利用余热烘干结束。挤塑板保温层设置在外墙体、屋顶和地面的内部。与现有技术比较,本发明具有以下优点:1、烘烤出来的烟叶上等烟比例高,杂色烟少,均价高。2、烘烤时间短,烘烤每炕烟需要的时间是4天~6天。3、节约燃料,烤烟房的外墙体、屋顶和地面的内部都设置了挤塑板保温层,每烘干1KG的干烟耗煤量是0.8KG~1KG。4、节约电量,烤烟房装烟室内的风速设计是0.12m/s左右,每个循环风机的功率是0.3KW~0.6KW,全压是60Pa~80Pa,烘烤每炕烟的耗电量是130度左右。
附图说明
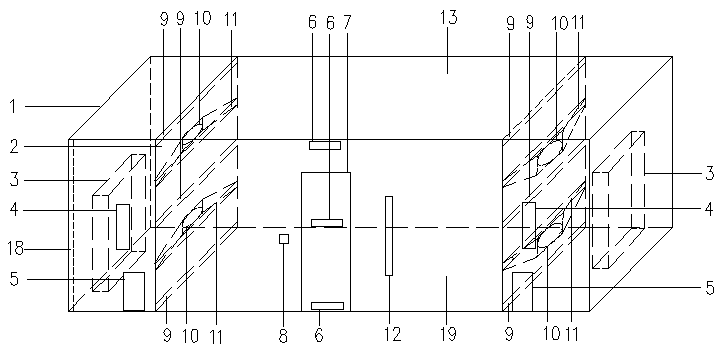
图1是本发明结构示意图;图2是本发明改变图1检修门、排湿口、裝烟门、温湿度控制仪表和观察窗位置示意图;图3是本发明只装一个加热器的结构示意图;图4是本发明挂烟的结构示意图。图中 1、外墙体,2、内墙体,3、加热器,4、进风门,5、检修门,6、排湿口,7、裝烟门,8、温湿度控制仪表,9、回风口,10、循环风机,11、出风口,12、观察窗,13、屋顶,14、烟架,15、烟叶,16、排湿通道,17、遮雨台,18、挤塑板保温层,19、地面。
具体实施方式
如图1—4所示,一种烤烟房及烟叶烘烤工艺,由外墙体、内墙体、加热器、进风门、检修门、排湿口、裝烟门、温湿度控制仪表、回风口、循环风机、出风口、观察窗、屋顶、烟架、烟叶、排湿通道、遮雨台、挤塑板保温层和地面构成,在外墙体1空腔左右两头内有与外墙体端头平行的内墙体2,在外墙体1和内墙体2之间安装加热器3,检修门5设置在外墙体1与内墙体2之间的前外墙体上,或者设置在左侧或者右侧外墙体1上,进风门4设置在检修门上方或者旁边,排湿口6设置在裝烟门7的上方外墙体和裝烟门上,或者设置在加热器下边排湿通道16的端口上,或者设置在遮雨台17的下方,裝烟门7设置在外墙体的中前方,或者设置在外墙体1上,或者设置在内墙体2上,温湿度控制仪表8安装在裝烟门7的左侧外墙体1上,或者安装在左端外墙体1上,观察窗12设置在裝烟门7的右侧外墙体1上,或者设置在遮雨台17的下方,烟架14分别设置在两个内墙体2之间,或者设置在外墙体1与内墙体2之间,其特征在于:在内墙体2上设置多个回风口9和多个出风口11,回风口9与出风口11之间间隔一层烟叶15距离交叉排列,循环风机10安装在加热器3和内墙体2之间的风道里,在外墙体1和内墙体2之间的两头各安装一个加热器3;所述利用该烤烟房烟叶烘烤工艺是:一、加热后,以干球平均1小时升温1℃~2℃的速度升到36℃,误差不超过1℃,干湿差2℃~4℃,稳温10~16小时,烟叶达到2~3成黄时,以干球平均1小时升温l℃的速度,将干球温度升到38℃,干湿差3℃~6℃,稳温24~30小时,烟叶达到7~8成黄时,以干球平均1小时升温l℃的速度,将干球温度升到43℃,干湿差5℃~7℃,稳温12~24小时,烟叶达到9.5~10成黄,失水50%~60%,主脉变软;①、灵活控制因素,灵活控制升温速度,通常雨天烟、薄烟、过熟烟、贪青烟或处于海拔较低的烟区,升温宜快,适当缩短38℃前的低温阶段,而旱烟、厚烟、适熟烟、处于海拔较高烟区,升温宜慢、相应延长38℃前的低温阶段;②、灵活控制干湿差,对素质不高、易于烤黑的鲜烟,应拉大干湿差,这样可以预防“硬变黄”现象,对素质较高、有烤青倾向的鲜烟,应缩小干湿差,这样可以杜绝烤青现象;二、烟叶在干球43℃稳温达到变黄要求之后,以干球平均1小时升温1℃的速度,用10小时将干球温度由43℃升到53℃,稳温16~24小时,确保全炕烟叶干片,湿球温度稳定地保持在37℃~40℃;三、烟叶在干球53℃稳温达到干片要求之后,再以干球平均1小时升温1℃的速度,用12~17小时将干球温度由53℃升到65℃~70℃,下部烟叶用65℃~66℃,中部烟叶用67℃~68℃,上部烟叶用69℃~70℃,湿球温度保持在40℃~43℃,稳温2~8小时,直到全炕烟叶全部烤干烤透为止停止加热或者全部烟叶快干燥时停止加热,利用余热烘干结束。挤塑板保温层18设置在外墙体1、屋顶13和地面19的内部。

企业营业执照
专利注册证原件
身份证
个体户营业执照
身份证
专利注册证原件
专利代理委托书
转让申请书
转让协议
手续合格通知书
专利证书
专利利登记簿副本




提交

公众号
全国技术转移公共服务平台